ある日突然研削盤にちと異変が。
アルミのこれまた治具ですが研摩仕上しようって始めたら
平行度は出るが面粗度のみおかくて💦
しかも鉄系は問題無くアルミだけ。。
石変えたり色々しましたが全く回避しなくて(汗)

結局機械増し締めから始まり給油やらグリスUP
クーラントの濃度変えてみたりレベル出し治したりとか。
(殆ど狂って無かったのですが。)
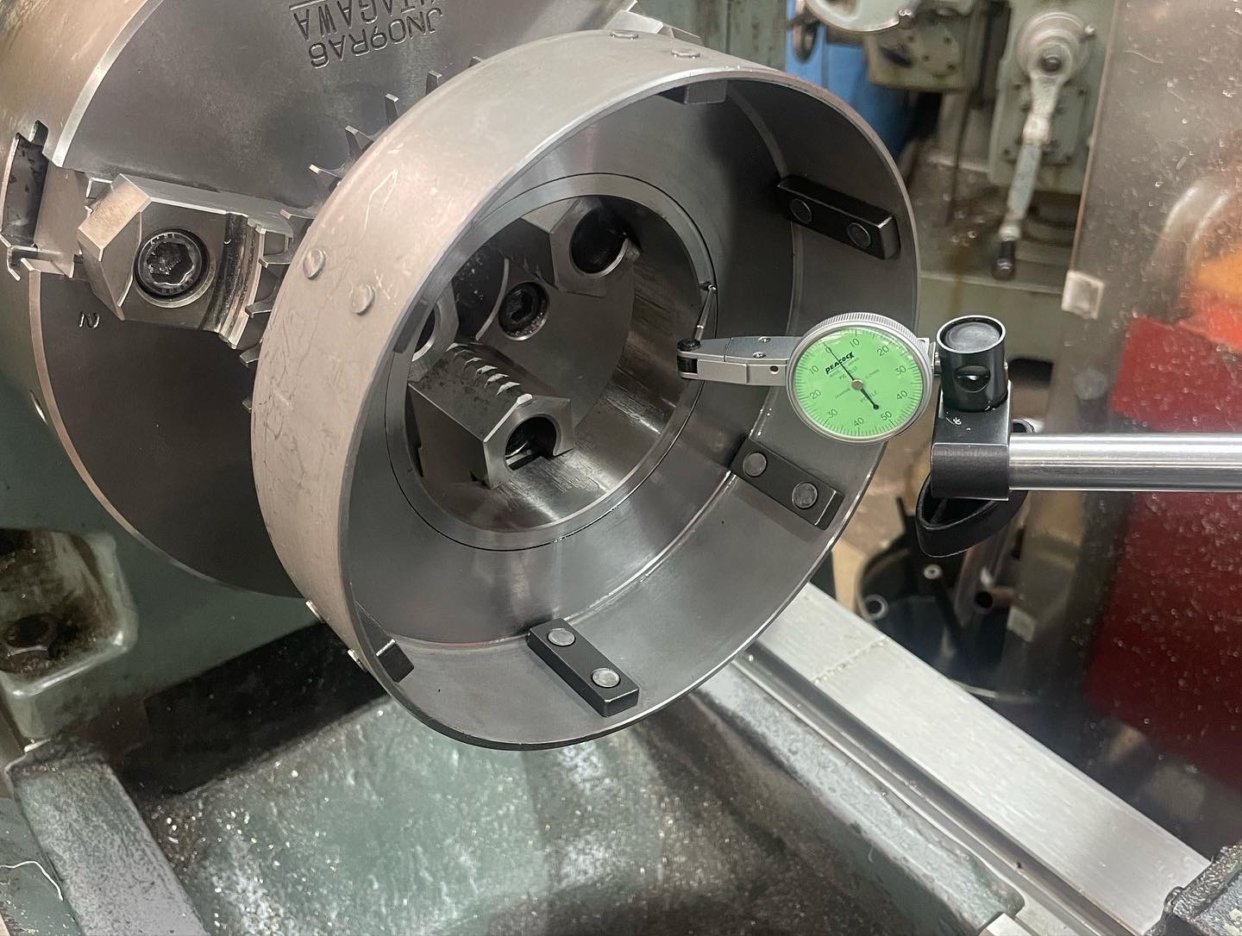
んで計測始まって。。
まぁそんな感じで機械メンテ始まりました~~

って訳で犯人はこいつだ~~😱😱
何故か主軸の垂直に僅かなズレが生じたみたい(w汗)

研削盤はテーブルが絶対の基準になりますので写真の様にテーブルに
ダイヤのドレッサーを置いてドレス(振り取り)をします。
こうする事でテーブルと石が水平になる訳です!!
削りやすい鉄系は石との関係が取れているので問題無いのですが研摩が難しい
アルミ系だと症状が出始めたみたい。。
これ石が真っ直ぐなんで平行度は問題無いんですがこの僅かな主軸の倒れで
機械から微振動が生まれるみたい(ww汗)
これチャタマーク(ビビり)って言いいます。
それは何処かが緩んでるとかそんなレベルでは無く本当僅かな微振動が原因なのね!
わかっちゃいるけど微妙過ぎて中々分からんやったわ〜
って訳で色々計測調整して❗️

使わないヘッドでテストカット!
無事元に戻りました😁
折角なんでついでじゃ無いけどテーブル研摩しました~~
んで加工後検査~~
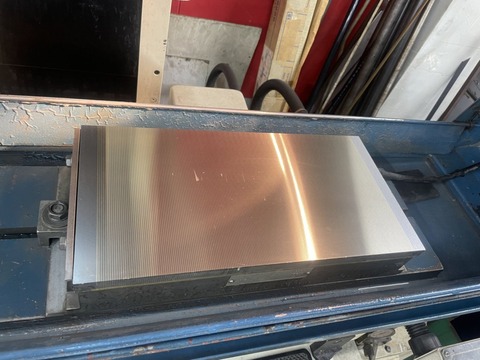
めっちゃツルツル★★
平面研削盤は面粗度と平行度を出すには抜群の機械です。
なんでエンジン治すにもこの機械も絶対必要なんで~す!!

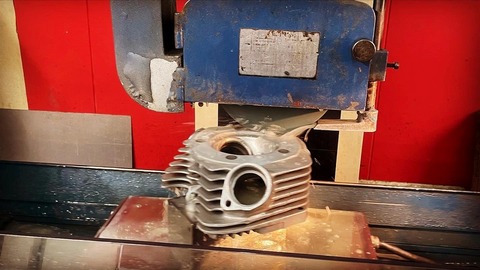
って訳でお次のお仕事はコレ↑
EVOシリンダーの上面研磨★
ヘッドの面研は有名ですがアルミシリンダーの上面も結構歪やら見ます。
まぁその模様はまた次回★
この作業も治具作って実施しましたが作業しててより効率良く高精度を
出す方法思いついちゃったのでまたまた治具作ります。
只今材料待ちですんで届きましたら先ずはその模様をお伝えしますね!
普段出来ていた事が出来なくなるって本当焦りまね!
バイクも工作機械も動かす以上メンテナンスは絶対必要ですな~~
まぁ逆言うとこう言うトラブルってめっちゃ勉強になるんだけどね!
ではまた~~
アルミのこれまた治具ですが研摩仕上しようって始めたら
平行度は出るが面粗度のみおかくて💦
しかも鉄系は問題無くアルミだけ。。
石変えたり色々しましたが全く回避しなくて(汗)

結局機械増し締めから始まり給油やらグリスUP
クーラントの濃度変えてみたりレベル出し治したりとか。
(殆ど狂って無かったのですが。)
んで計測始まって。。
まぁそんな感じで機械メンテ始まりました~~

って訳で犯人はこいつだ~~😱😱
何故か主軸の垂直に僅かなズレが生じたみたい(w汗)

研削盤はテーブルが絶対の基準になりますので写真の様にテーブルに
ダイヤのドレッサーを置いてドレス(振り取り)をします。
こうする事でテーブルと石が水平になる訳です!!
削りやすい鉄系は石との関係が取れているので問題無いのですが研摩が難しい
アルミ系だと症状が出始めたみたい。。
これ石が真っ直ぐなんで平行度は問題無いんですがこの僅かな主軸の倒れで
機械から微振動が生まれるみたい(ww汗)
これチャタマーク(ビビり)って言いいます。
それは何処かが緩んでるとかそんなレベルでは無く本当僅かな微振動が原因なのね!
わかっちゃいるけど微妙過ぎて中々分からんやったわ〜

って訳で色々計測調整して❗️

使わないヘッドでテストカット!
無事元に戻りました😁
折角なんでついでじゃ無いけどテーブル研摩しました~~
んで加工後検査~~

めっちゃツルツル★★
平面研削盤は面粗度と平行度を出すには抜群の機械です。
なんでエンジン治すにもこの機械も絶対必要なんで~す!!

って訳でお次のお仕事はコレ↑
EVOシリンダーの上面研磨★
ヘッドの面研は有名ですがアルミシリンダーの上面も結構歪やら見ます。
まぁその模様はまた次回★
この作業も治具作って実施しましたが作業しててより効率良く高精度を
出す方法思いついちゃったのでまたまた治具作ります。
只今材料待ちですんで届きましたら先ずはその模様をお伝えしますね!
普段出来ていた事が出来なくなるって本当焦りまね!
バイクも工作機械も動かす以上メンテナンスは絶対必要ですな~~
まぁ逆言うとこう言うトラブルってめっちゃ勉強になるんだけどね!
ではまた~~