今回は55パンの純正フレームのストレッチ加工の模様!
純正フレームなんですが元々色々改造されていましたので惜しげなくいけますね。

治具自体の水平出しをしてフレームをSET UP!

E/Gマウントにも水平器あててフレーム自体も水平を出します。
これやらないと治具で縦のラインはでますがE/Gとの関係が崩れ斜めなフレームに
なっちゃいます(涙)
ちなみにこの治具はスタッドで上下してE/Gマウントが水平に調整出来るようになってます。
SET UP修了しましたら元フレームにインロー作ってダウンチューブ長さ決めて。

ネック角とダウンチューブ角測って割出しメタルソーで切断します。
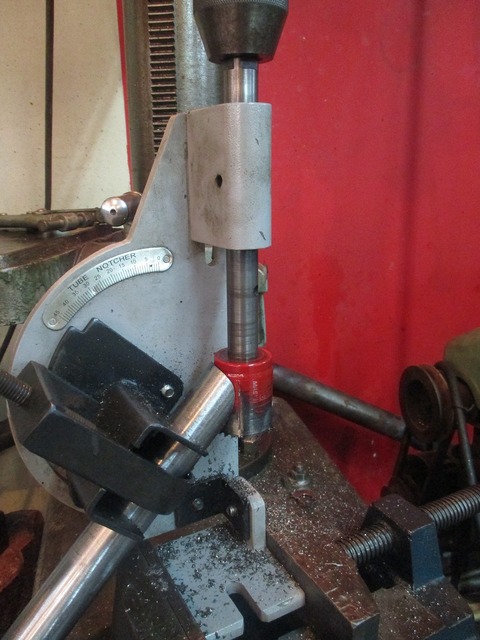
んでちょこちょこ計算してパイプノッチャーでアールに削って。。

最終的には当てがいながら手作業で削ります。
合わせが終わったら溶接部分に開先を作ってビートが中に入るように削ります。
どんなに上手い人が溶接してもこのパイプの合わせが出来てないと見た目 強度的にも
よい仕上がりには出来ないかと。。
ぶっちゃけ一番手間がかかるのがこの作業です(汗)
メインチューブも同じ様に合わせして点付けして。。
治具で芯は出ますが再確認の為2機レーザーを当てがいながら溶接します。
(心配性なもんで。。)

フレームはどうしても他のパイプが障害物になり一つでは見る事が難しいです。
なんで2機SETしたレーザーが重なり真の確認を取ってます。

基本溶接終了までレーザーは当てっぱなしです。

最近新調したレーザー!


縦 横だけではなく後ろや下まで芯が見えます。
作業効率かなりUPしました★
後は点付けして本溶接です。

ここからはスピードが命です。
楽しい溶接の時間はすぐ終わります(笑い)
材料はとても強度のある炭素鋼を使ってます。
肉厚 直径共に純正より増やしています。
これは人それぞれ考え方等違うみたいなんですが事故車等で折れたフレーム測ると
少し頼りないかなと思って。。
この材料先程も言ったようにとても強度がある鋼材なんですが溶接には少しコツ(ノウハウ)
がいります。

溶接ビート部分の低温割れです(汗)
(ビートの真ん中に出来る薄いクラック)
ちなみに対処済みなんで割れ無いですよ~★
何も考えないで溶接するとほんの10秒位でうす~いクラック入る時あります!
パキってマジでね(涙)
溶接の教科書?!には溶接後、直後熱を与えて何度まで徐々に冷やすってなっていますが
それはフレームなんでちと難しいので溶接機のセッティングと溶棒で対処しています。
主な原因は溶接で高温になった材料が急激に冷やされる時の収縮らしいです。
無論溶接熱の焼き戻しの為にも直後熱は絶対ですが。。

これがうちにあるTIG溶接棒です.
鉄やらアルミやらステンやら一生分あります(笑い)
とまあうんちく盛りだくさんですがまだまだ知らないといけない事山程あります。

後はこの辺仕上げてガセット(補強)入れて行きます。
それはまた次回!

んっ!
これほぼ水平!!
約9年位前この店オープンさせた時ペンキ塗って貼ったBIG BOY RESTROOM★
計った訳じゃないけど人間の目って凄いっすね(笑い)
ではまた~
純正フレームなんですが元々色々改造されていましたので惜しげなくいけますね。

治具自体の水平出しをしてフレームをSET UP!

E/Gマウントにも水平器あててフレーム自体も水平を出します。
これやらないと治具で縦のラインはでますがE/Gとの関係が崩れ斜めなフレームに
なっちゃいます(涙)
ちなみにこの治具はスタッドで上下してE/Gマウントが水平に調整出来るようになってます。
SET UP修了しましたら元フレームにインロー作ってダウンチューブ長さ決めて。

ネック角とダウンチューブ角測って割出しメタルソーで切断します。

んでちょこちょこ計算してパイプノッチャーでアールに削って。。

最終的には当てがいながら手作業で削ります。
合わせが終わったら溶接部分に開先を作ってビートが中に入るように削ります。
どんなに上手い人が溶接してもこのパイプの合わせが出来てないと見た目 強度的にも
よい仕上がりには出来ないかと。。
ぶっちゃけ一番手間がかかるのがこの作業です(汗)
メインチューブも同じ様に合わせして点付けして。。
治具で芯は出ますが再確認の為2機レーザーを当てがいながら溶接します。
(心配性なもんで。。)

フレームはどうしても他のパイプが障害物になり一つでは見る事が難しいです。
なんで2機SETしたレーザーが重なり真の確認を取ってます。

基本溶接終了までレーザーは当てっぱなしです。

最近新調したレーザー!


縦 横だけではなく後ろや下まで芯が見えます。
作業効率かなりUPしました★
後は点付けして本溶接です。

ここからはスピードが命です。
楽しい溶接の時間はすぐ終わります(笑い)
材料はとても強度のある炭素鋼を使ってます。
肉厚 直径共に純正より増やしています。
これは人それぞれ考え方等違うみたいなんですが事故車等で折れたフレーム測ると
少し頼りないかなと思って。。
この材料先程も言ったようにとても強度がある鋼材なんですが溶接には少しコツ(ノウハウ)
がいります。

溶接ビート部分の低温割れです(汗)
(ビートの真ん中に出来る薄いクラック)
ちなみに対処済みなんで割れ無いですよ~★
何も考えないで溶接するとほんの10秒位でうす~いクラック入る時あります!
パキってマジでね(涙)
溶接の教科書?!には溶接後、直後熱を与えて何度まで徐々に冷やすってなっていますが
それはフレームなんでちと難しいので溶接機のセッティングと溶棒で対処しています。
主な原因は溶接で高温になった材料が急激に冷やされる時の収縮らしいです。
無論溶接熱の焼き戻しの為にも直後熱は絶対ですが。。

これがうちにあるTIG溶接棒です.
鉄やらアルミやらステンやら一生分あります(笑い)
とまあうんちく盛りだくさんですがまだまだ知らないといけない事山程あります。

後はこの辺仕上げてガセット(補強)入れて行きます。
それはまた次回!

んっ!
これほぼ水平!!
約9年位前この店オープンさせた時ペンキ塗って貼ったBIG BOY RESTROOM★
計った訳じゃないけど人間の目って凄いっすね(笑い)
ではまた~

コメント